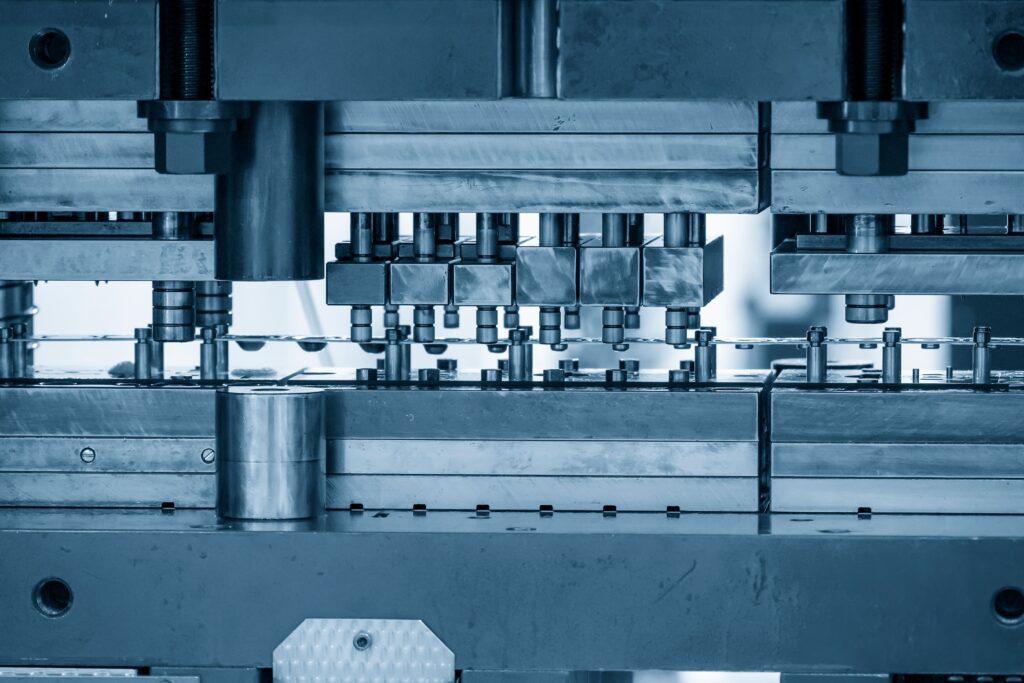
Los procesos de troquelado son conocidos por su rapidez, consistencia y rentabilidad en la producción en serie, son parte crucial de la manufactura moderna.
En MISUMI, puedes encontrar una gran flexibilidad de diseño. Nuestra tienda en línea te ofrece la oportunidad de configurar componentes para prensado con base a tus requerimientos de diseño.
Troquelado
El troquelado es un proceso de fabricación que consiste en cortar o perforar materiales planos para crear un producto terminado. Esto se puede hacer utilizando una prensa ya sea hidráulica o mecánica.
Las piezas más comúnes realizadas por un proceso de troquelado son:
- Componentes automotrices (paneles, marcos, bisagras, pilares de soporte, etc.)
- Electrodomésticos
- Conectores/Terminales/Electrónica
- Clips, monedas, etc
Troquel
Los troqueles son herramientas especializadas que se utilizan en los procesos de manufactura para cortar o dar forma a un material o producto final mediante el uso de una prensa. Los troqueles se personalizan para producir en serie la parte específica que se necesita.
Los componentes para prensado de MISUMI son las principales partes que componen un troquel y que a su vez se coloca en la prensa, de ahí el término “troqueles de prensa”.
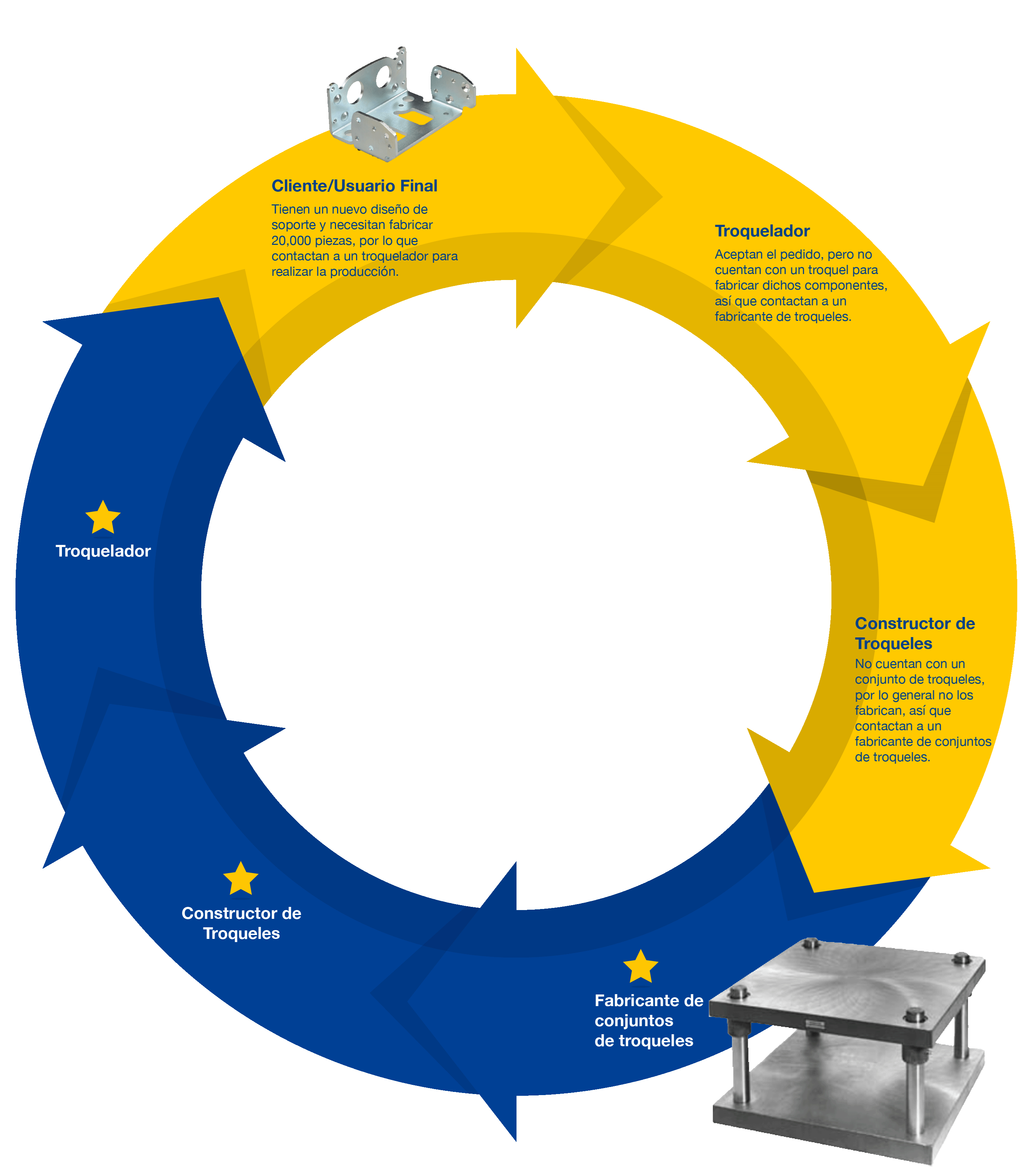
Proceso Tradicional
suministrando los pines para los bujes al
fabricante de conjuntos de troqueles, así
como punzones, matrices, resortes y todos
los demás componentes que puedes
encontrar en nuestra página web.
También trabajamos directamente con el
troquelador para reemplazar componentes
con corto tiempo de vida debido a su uso y
que se encuentran dentro del troquel, tales
como punzones y matrices.
Operaciones y Tipos de Troqueles
Operaciones
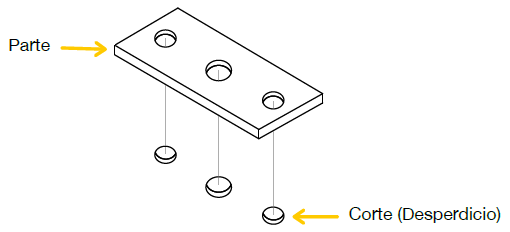
Corte
El material que se desprende de la lámina es la pieza final.
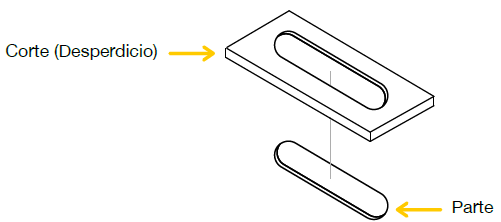
Punzonado
La parte que se elimina se convierte en desperdicio y lo que
permanece es la parte útil.
Doblado
La pieza perforada se convierte en la parte a utilizar.
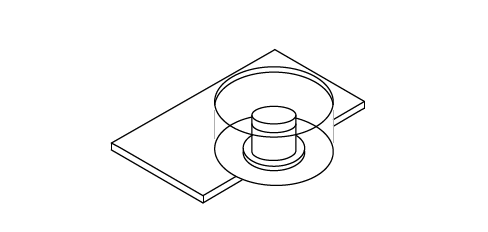
Embutido
El material se empuja y se forma en un troquel.
Tipos de Troqueles
- Simples: El material avanza a lo largo del troquel y cada vez que se completa un ciclo, se agrega una característica adicional al troquel hasta llegar a la etapa final.
- Progresivos: Se utilizan varios troqueles que se activan al mismo tiempo. La tira de metal se alimenta a través de ellos, produciendo un flujo continuo de piezas. La tensión en el metal se distribuye de manera uniforme en múltiples operaciones. La distancia igual entre ellos se llama progresión.
- Compuestos: Realizan dos o más operaciones al mismo tiempo. Es la mejor opción para una producción de alto volumen de piezas metálicas sencillas.
- Transfer/Tandem: Principalmente utilizado para partes grandes de automóviles, como paneles de puertas, también puede ser utilizado en la industria de electrodomésticos.
• Prensa: Aplica una gran cantidad de presión en toneladas a las herramientas del troquel (el troquel encaja en la prensa).
• Guía: Alinea la mitad superior e inferior del troquel. La alineación es un punto muy crítico en los troqueles.
• Punzón: Su función es impulsar la pieza de trabajo hacia la matriz.
• Matriz: Se utiliza para cortar o dar forma a la pieza de trabajo a medida que es impulsada por el punzón.
• Expulsor: Es utilizado para desprender la pieza de trabajo/material del punzón.
• Resorte: Se utiliza para contrarrestrar la fuerza de la prensa al quitar el material y devolver la prensa a su posición inicial.
• Parte/Desperdicio: Material procesado.





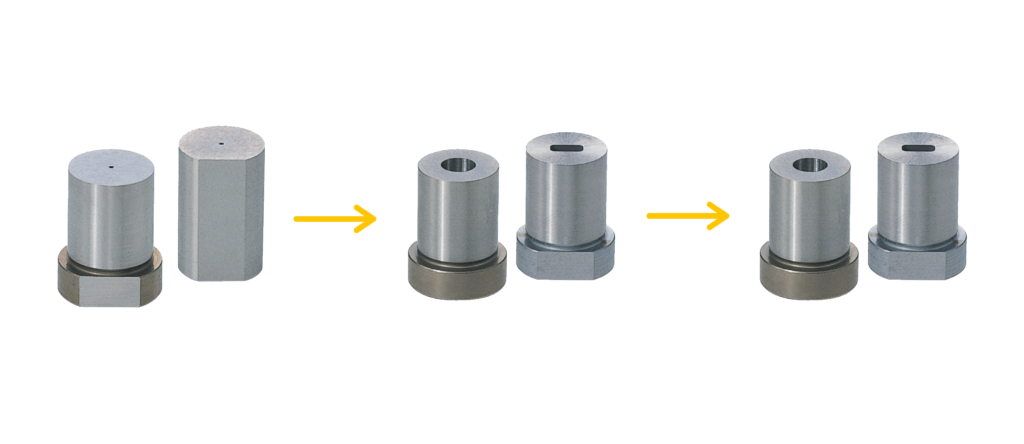
Punzones
Los punzones son herramientas utilizadas para perforar o dar forma a un material cuando se emparejan con un troquel o matriz.
MISUMI ofrece punzones configurables que parten de piezas en blanco y que posteriormente puedes:
- Cortar a medida
- Mecanizar la punta al tamaño o forma deseada
- Alteraciones (opciones)
- Tratamiento térmico
- Aplicación de tratamiento superficial (opcional)

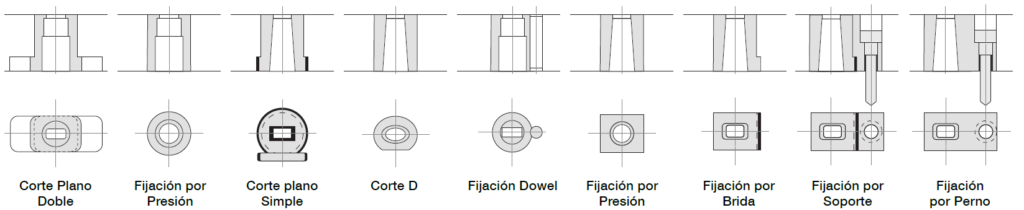
Estilos de Montaje y Terminología
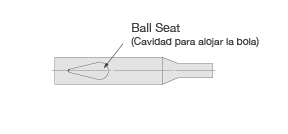
De cabeza
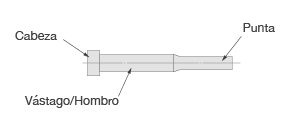


Los punzones con montaje de cabeza tienen un
reborde en el extremo del punzón. Para retirar
este tipo de punzón, es necesario desatornillar el
retenedor de donde está montado y luego tirar
del punzón hacia atrás hasta el agujero
avellanado.
Bloqueo de Bola
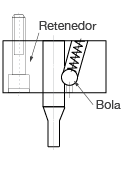

Los punzones de bloqueo de bola son fáciles de
quitar utilizando una herramienta que aplica
presión sobre la bola desde arriba, lo que ayuda
a liberar el punzón sin necesidad de desatornillar
nada. La instalación es igual de sencilla, solo se
necesita presionarlo a su posición.
Ranura para Llave
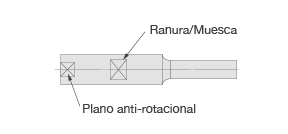


Los punzones de ranura para llave tienen la
ventaja de permitir el funcionamiento de varios
punzones en un espacio muy limitado.
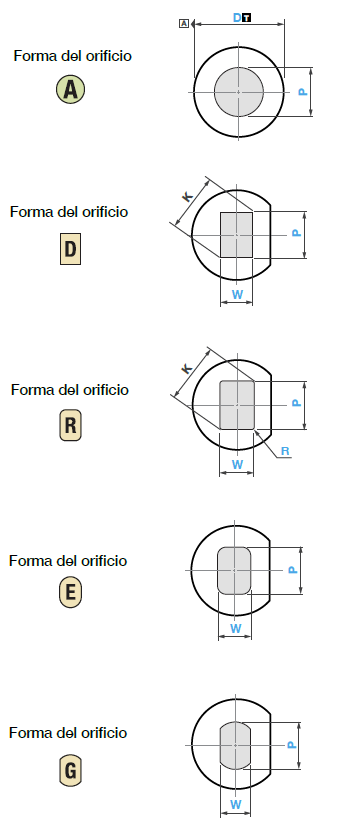
Características de Punzones
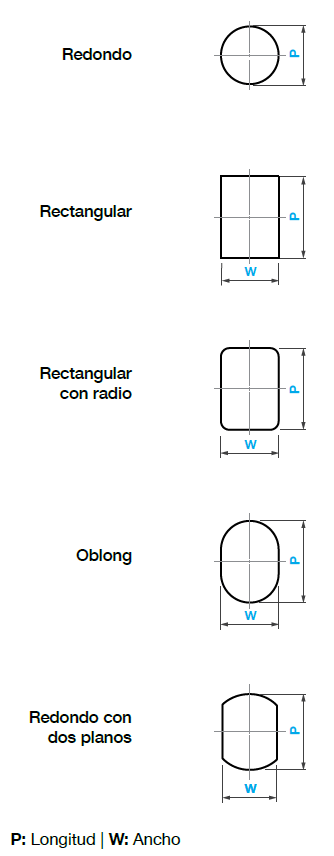
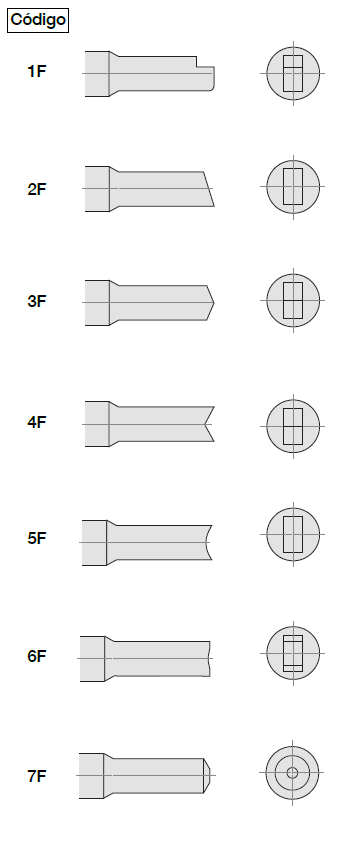
5 Formas Estándar
5 formas estándar y 53 formas especiales
Alteraciones de Ángulo de Corte
Los ángulos de corte en la punta del punzón son utilizados para reducir la fuerza de tonelaje y el impacto.
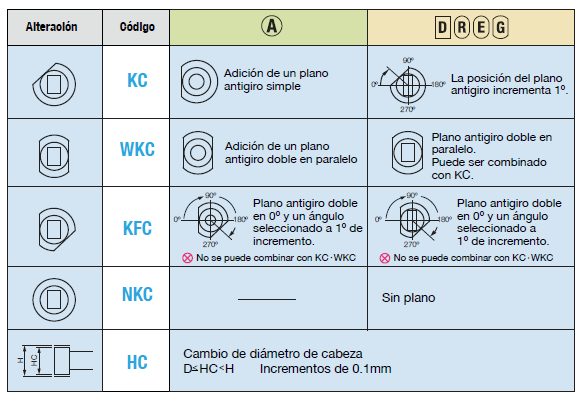
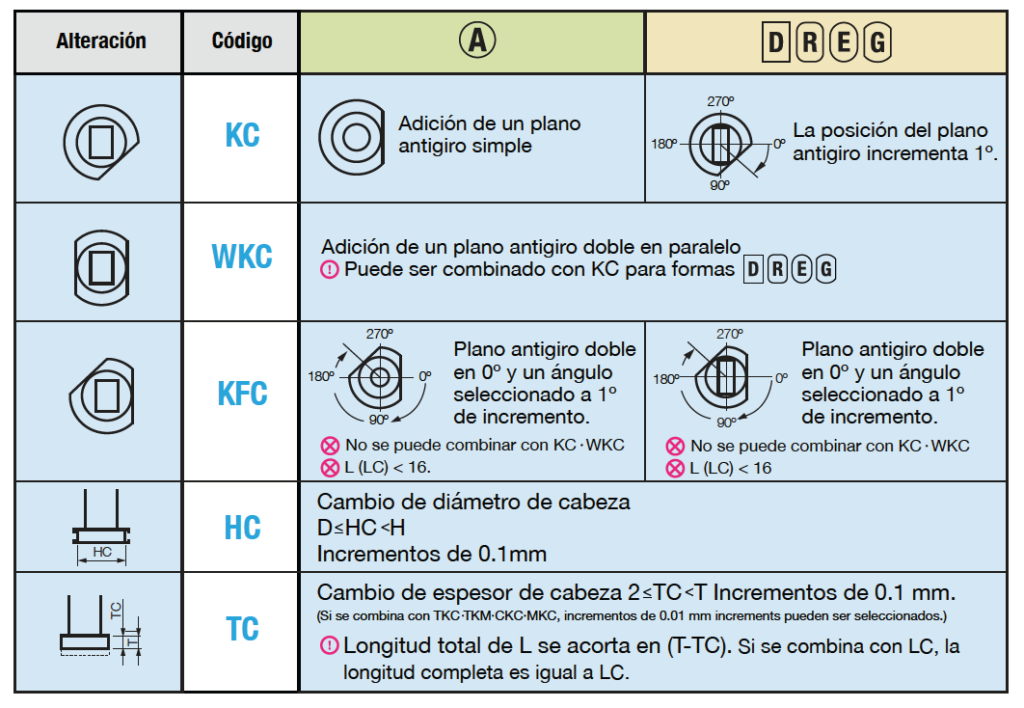
Alteraciones de Cabeza
El corte plano se incluye en punzones con
geometría diferente a la circular buscando
mantener una correcta orientación.
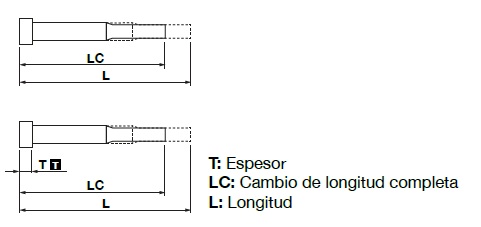
Alteraciones de Longitud
Alteraciones estándar para modificar la longitud total.
Tratamientos de superficies
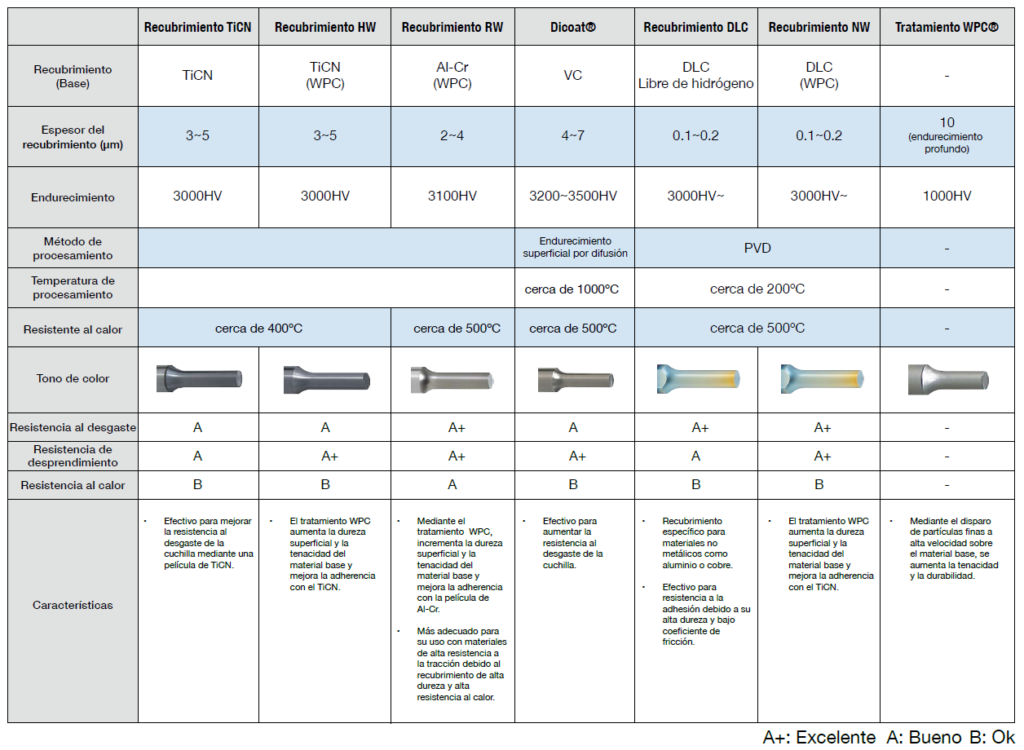
Los recubrimientos se utilizan para mejorar las propiedades de vida/uso del punzón, las cuales varían según la aplicación.
Se debe tomar a consideración el aumento de precio en comparación con el aumento de la vida útil de los punzones.
- Carbonitruro de Titanio (TiCN) – Recubrimiento cerámico duro y resistente al desgaste, se considera el estándar de la industria. Ampliamente utilizado en la industria durante años; sin embargo, las nuevas innovaciones en materiales han llevado a la necesidad de recubrimientos mejorados.
- WPC® – Este tratamiento implica la colisión de particulas finas de aproximadamente 0.040.2 mm de tamaño con la superficie de metal a velocidades de 100 m/s o más, lo que genera una alta tensión de compresión residual en la zona cercana a la superficie del punzón. Esto mejora la resistencia a la fatiga del punzón, lo que resulta en una alta resistencia a la rotura y astillamiento de la punta. Este recubrimiento también ayuda a que otros recubrimientos se adhieran mejor a la superficie refinada.
- Aluminio y Cromo (Al-Cr) – Recubrimientos que ayudan a mejorar la resistencia a la corrosión y al desgaste. Ideales para aplicaciones de alta resistencia a la tracción (acero inoxidable).
- DLC – Un recubrimiento tipo diamante aprovecha las dos principales propiedades químicas del carbono: la dureza del diamante y el efecto deslizante del grafito. Ideal para aluminio y otros materiales no ferrosos.
Matriz
Las matrices son componentes complementarios de un punzón. Se utilizan para perforar, redondear o dar forma en un material, y siempre van acompañadas de un punzón.
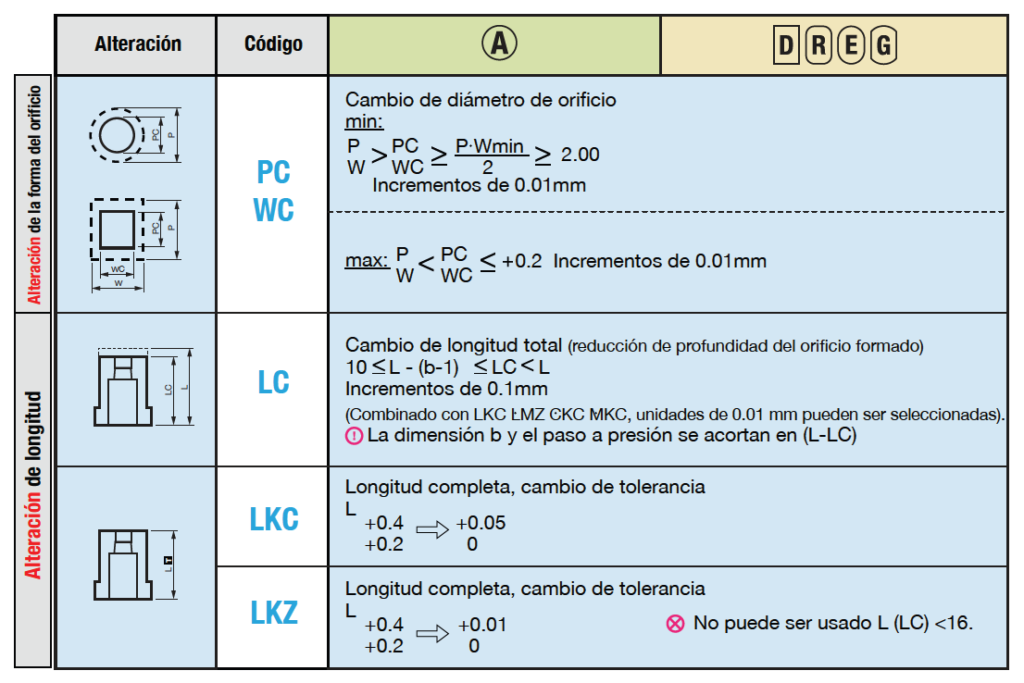
Las matrices de MISUMI son configurables y se pueden modificar partiendo de una pieza en blanco hasta su forma final seleccionado:
- Longitud
- Pieza en blanco con orificio central de 0.3mm para acabado de alambre EDM.
- Alteraciones (opcional)
- Tratamiento térmico
Métodos de Montaje
Todas las matrices de MISUMI tienen las mismas opciones de montaje que los punzones, además del montaje por presión.

Información detallada sobre los estilos de montaje
Características de Matrices
5 Formas Estándar
5 formas estándar y 53 formas especiales.
Matriz con desahogo de desperdicio
Las matrices tienen la función crítica de permitir que la rebaba o material perforado caiga libremente, evitando atascos u obstrucciones.
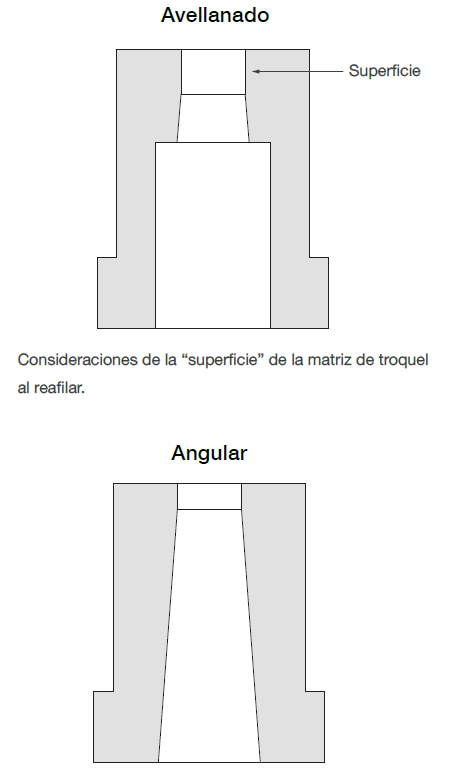
Alteraciones de Cabeza
Otras Alteraciones
Material
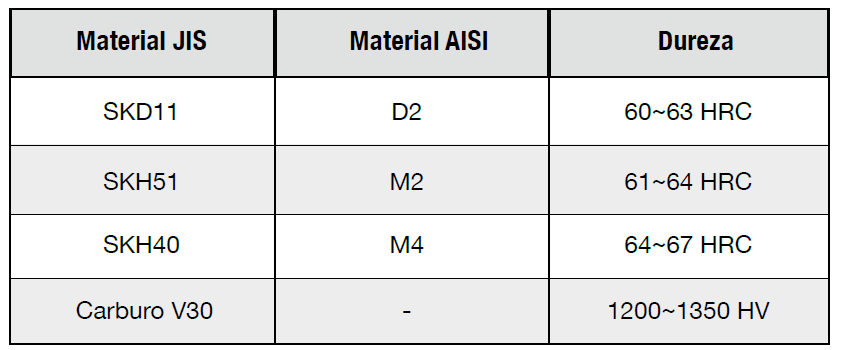
MISUMI ofrece punzones y matrices de acero para herramienta y carburo.
- Acero para herramienta (D2, M2, M4) – Ideal para materiales de alta resistencia a la tracción (materiales que contienen hierro).
- Carburo – Ideal para materiales no ferrosos debido a sus propiedades de resistencia al desgaste.
La tenacidad es la capacidad de absorber energía, mientras que la resistencia al desgaste está relacionada con la dureza.
No todos los materiales son adecuados para recubrimientos debido a la temperatura de templado/procesamiento.
- Los recubrimientos no se ofrecen en los botones debido al proceso de PVD. (PVD: Deposición Física de Vapor).
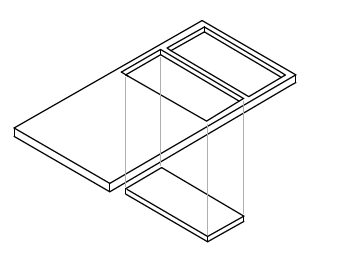
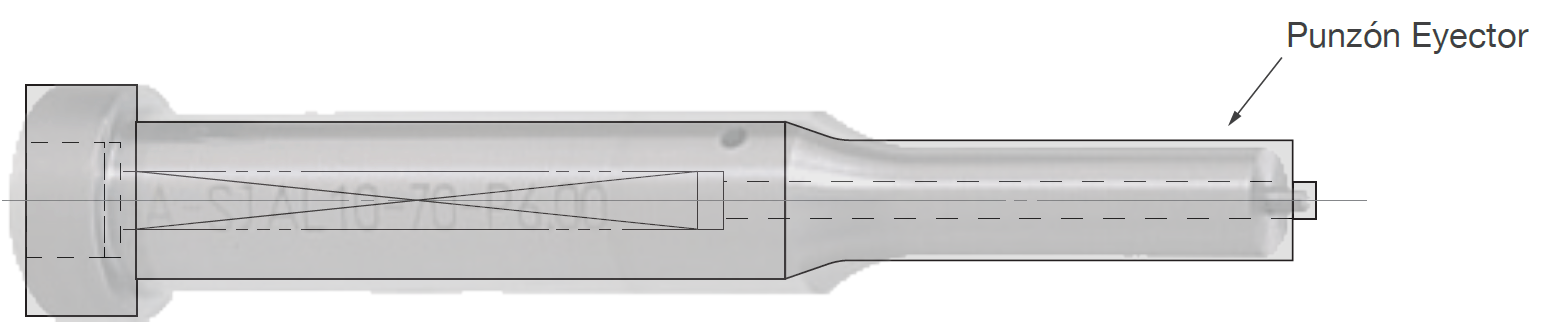
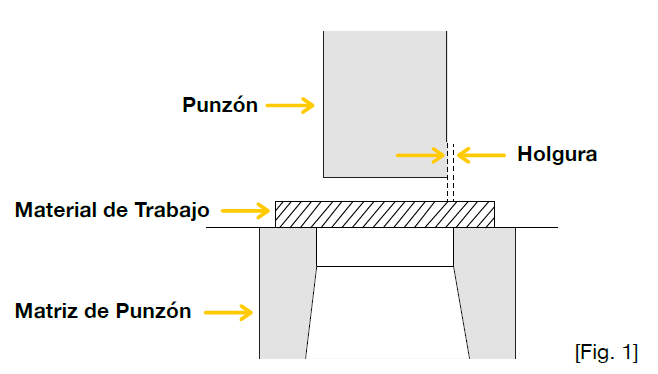
Punzones Eyectores y Holgura
La holgura es un área crítica en la selección de punzones y matrices; es la separación entre el punzón y la matriz, tal como se muestra en la Fig. 1.
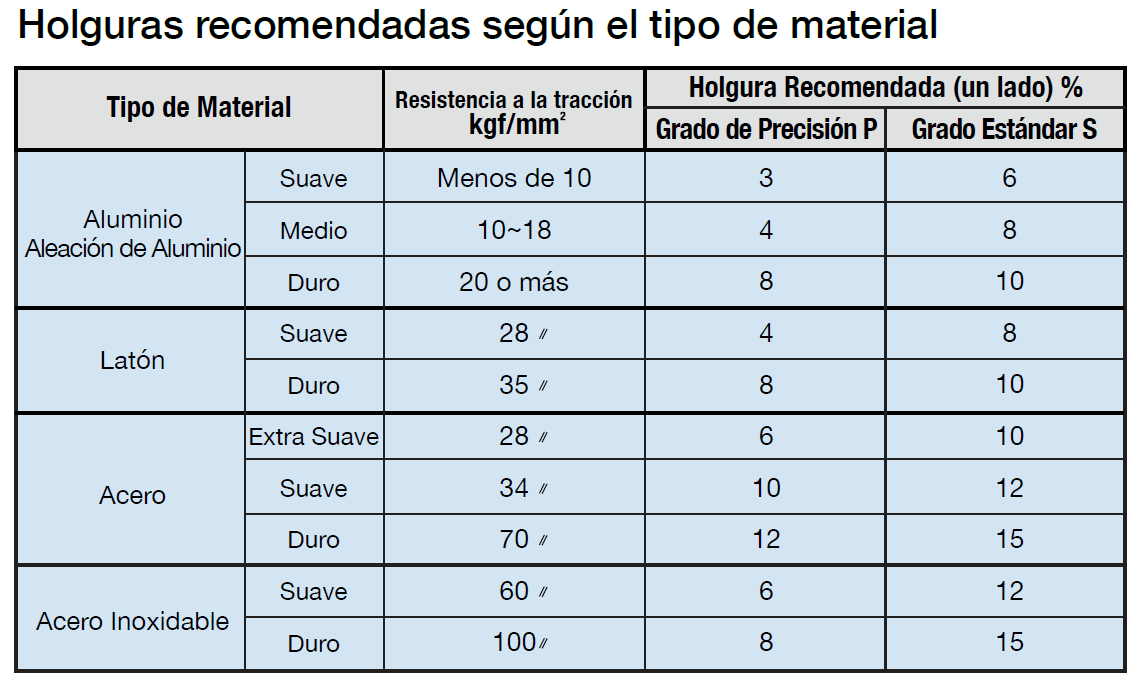
La holgura se mide en función del grosor del material:
- Una holgura estrecha producirá un orificio más afilado (holgura regular).
- Una holgura amplia prolongará la vida útil del punzón (holgura de precisión).
Durante muchos años, los fabricantes de herramientas utilizaron un 5% del grosor del material a cada lado como holgura estándar entre el punzón y la matriz. Esto proporcionaba una altura de rebaba aceptable y un control del casquillo. La investigación y las pruebas han demostrado que un aumento radical en la holgura entre el punzón y la matriz puede reducir la altura de la rebaba al mínimo y aumentar considerablemente la vida útil de la herramienta.
El efecto secundario de este enfoque es la adhesión de desperdicio. Un pin cargado por un resorte que se extiende desde el centro del punzón hasta su cara frontal, que en la mayoría de los casos ayuda a resolver el problema de la adhesión de desperdicio en el punzón.
Cuando un punzón hace una perforación crea un orificio, que a su vez produce un desperdicio que se adhiere a la cara del punzón durante la retracción al salir de la matriz inferior, es a lo anterior a lo que se le llama adhesión de desperdicio.

Intenta cortar un trozo de cartón con unas tijeras, al principio, funciona, pero luego toma esas mismas tijeras y trata de cortar una hoja suelta de papel, ya no se obtendrá el mismo corte puesto que la holgura entre un extremo de la hoja de las tijeras y el otro extremo se ha abierto y ya no podremos tener un corte limpio en la hoja de papel y es así como la holgura desempeña una función dentro de un proceso de troquelado.
Soporte Técnico
Tel: +52 442 672 7661 Ext. 2 esperar y luego marca 4
E-mail: soportetecnico@misumimex.com
Lun.- Vie. 8 a.m. – 6 p.m.