El moldeo por inyección es uno de los procesos más importantes para producir termoplásticos en grandes cantidades porque produce productos rápidamente y con una uniformidad excepcional.
MISUMI ofrece una gran flexibilidad de diseño. Nuestra tienda en línea te permite configurar componentes de moldeo con base a tus requerimientos de diseño.
Moldeo por Inyección
El moldeo por inyección es un proceso que consiste en extraer resina plástica, fundirla para darle forma, enfriarla y desmoldar el producto.
Entre los componentes de plástico moldeados más comunes podemos encontrar:
- Componentes del sector automotriz (paneles de carrocería e instrumentos, respaldos de asientos, suelos de carga, componentes de motores e interiores.)
- Consumer electronics (audifonos, electrodomésticos, impresoras, computadoras, carcasas de teléfonos, entre muchos otros componentes internos de un teléfono.)
MISUMI ofrece componentes para molde, que a su vez pasa a la máquina de inyección.
Molde
Una parte crucial de la máquina de inyección es un molde, que aloja la cavidad del molde y los componentes de soporte relacionados, como los pines eyectores. Un ejemplo de base de molde se puede ver aquí:
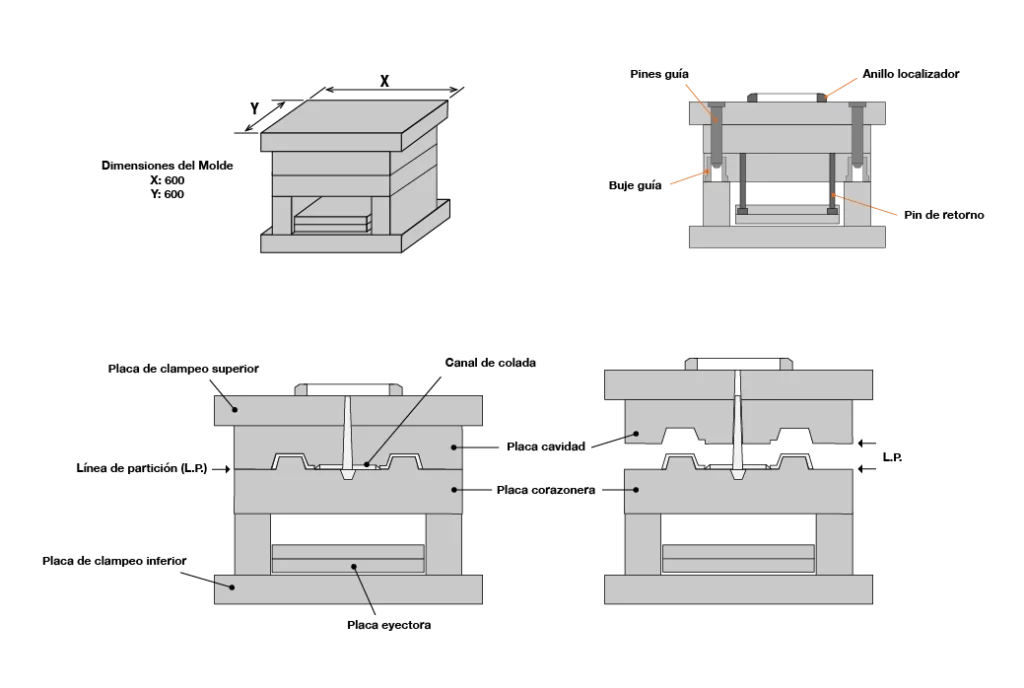

Pines Eyectores

Anillos Localizadores

Componentes para Espacio Eyector

Componentes para Canal de Colada

Boquillas/Bebederos
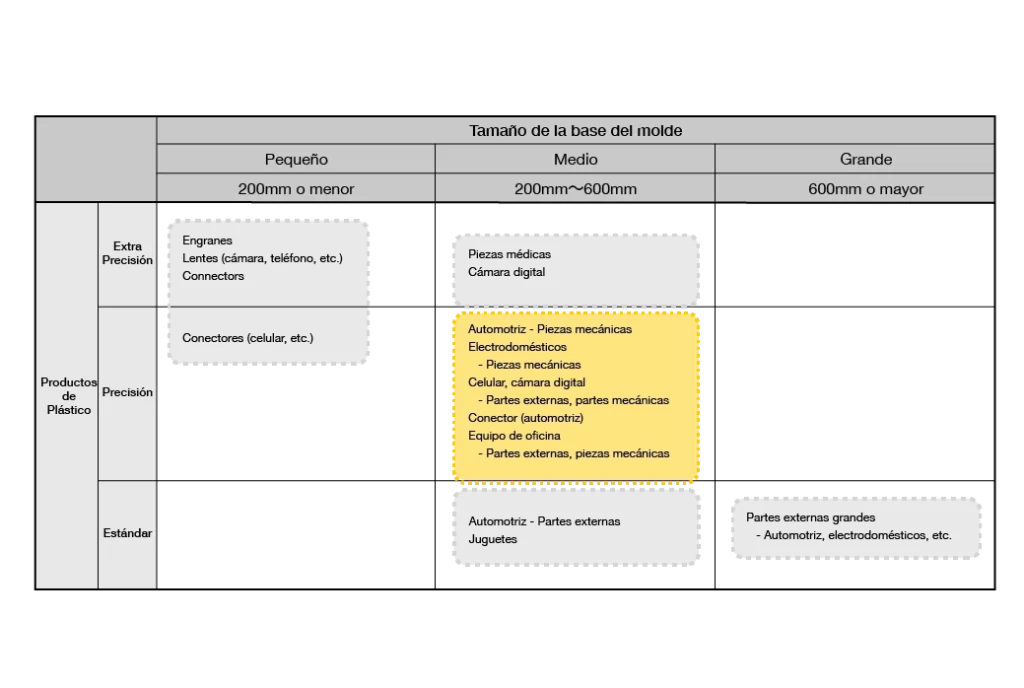
Tamaño de la base del molde y precisión de los productos de plástico
MISUMI se centra en los productos de tamaño y precisión media.
Proceso Tradicional

MISUMI se integra en el proceso
suministrando ya sea los pernos y los bujes al fabricante del molde base, así como otros componentes para moldeo de plástico e inyección que puedes encontrar en nuestra tienda en línea.
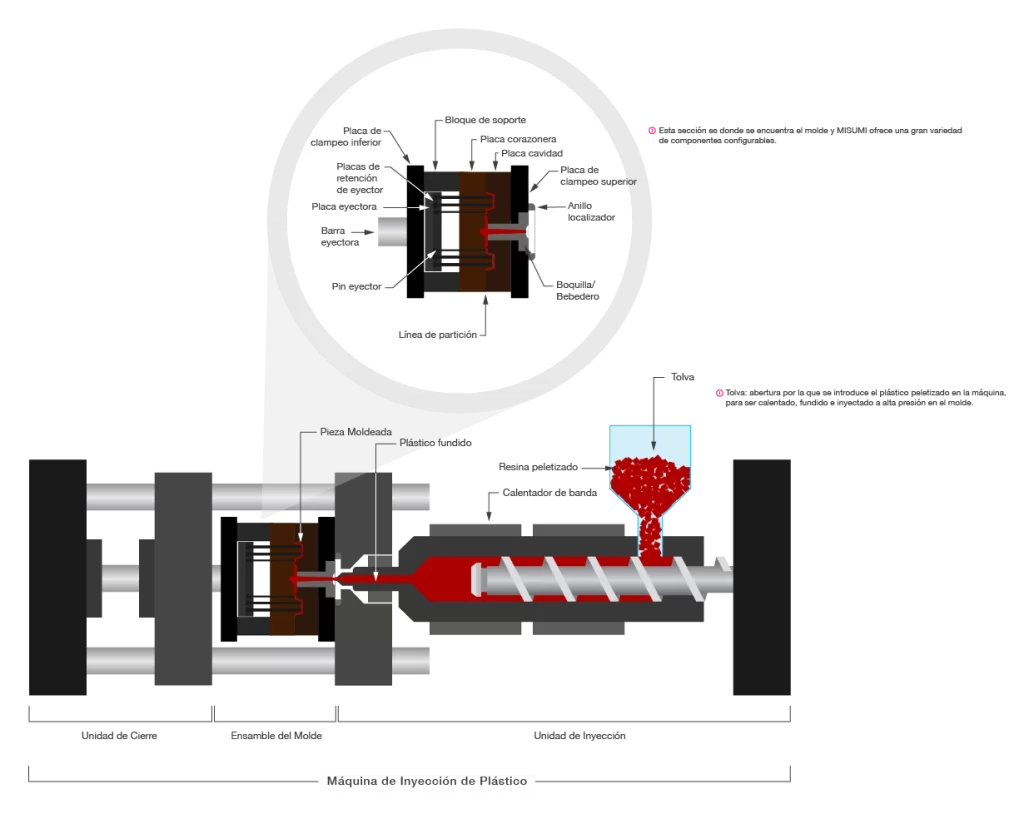
Componentes de Molde
La elección del material y la complejidad de la pieza pueden afectar al ciclo de producción de piezas de plástico. En la siguiente imagen se muestra una sección transversal común de una máquina de moldeo por inyección y una vista detallada del ensamble del molde:
MISUMI también ofrece soluciones para el mantenimietno de tus máquinas de moldeo por inyección:

Agente Purgante

Pinzas de Extracción
de Resina

Imán para Tolva

Removedor de Husillo

Componentes de
Mantenimiento de Husillo
Nota: Los accesorios externos de extrusión pueden ser reemplazables en MISUMI siempre y cuando el número de serie siga siendo el mismo.
Proceso de Moldeo por Inyección
1. Cierre
La unidad de cierre y clampeo mantiene el molde en su sitio durante todo el proceso de inyección, manteniéndolo cerrado contra la presión de inyección que ejerce el plástico dentro del molde cerrado. Una abrazadera bien colocada es esencial para esta operación porque mantiene el molde en su sitio mientras se realiza la inyección. De lo contrario, la inyección a alta presión puede empujar el molde para abrirlo, haciendo que el plástico fundido salga del molde y produzca una pieza de baja calidad.
Durante el proceso de inyección, se utilizan seguros de separación para retener el molde a lo largo de la línea de partición. Si no se utilizan los bloques de separación, los defectos de moldeo incluyen “rebaba” que son bordes delgados de plástico que se adhieren a los componentes de plástico moldeados.

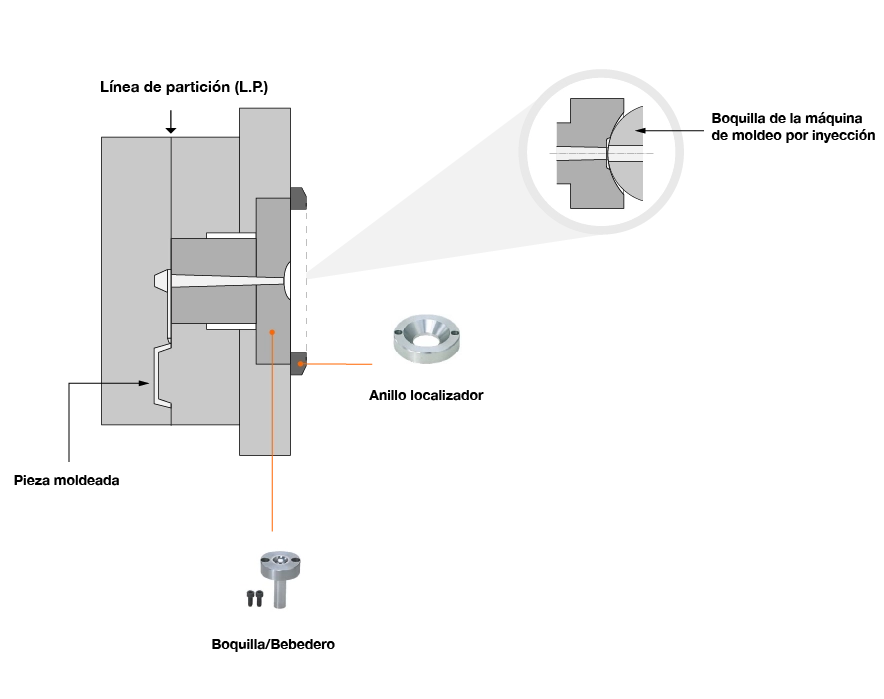
2. Inyección
La unidad de inyección se encarga de fundir e inyectar el plástico en el molde. Consta de una boquilla o bebedero y un anillo localizador.
La boquilla/bebedoro es la entrada entre la máquina de moldeo por inyección y el molde. La resina fundida fluye desde la máquina de moldeo por inyección hasta el molde a través de la zona del bebedero; es un componente necesario de todos los moldes. Las boquillas/bebederos de MISUMI vienen en una gran variedad de configuraciones (con más opciones de material según el tipo de resina).
El anillo localizador es un componente clave que ayuda a alinear el molde y la entrada del bebedero con la boquilla de la máquina de inyección. MISUMI ofrece varios modelos con gran flexibilidad de diseño, configura tus anillos localizadores aquí.
3. Enfriamiento
La etapa de enfriamiento consiste en enfriar el molde después de la inyección para que la pieza pueda solidificarse y luego ser expulsada del molde. El tipo de coples a utilizar depende de la temperatura del molde. Para esta etapa, MISUMI ofrece una amplia gama de conectores, juntas de un solo toque, juntas de enfriamiento, mangueras y otros componentes.

Coples para
agua/refrigerante

Tapones

Articulaciones

Manguera, Tubo

Juntas de enfriamiento
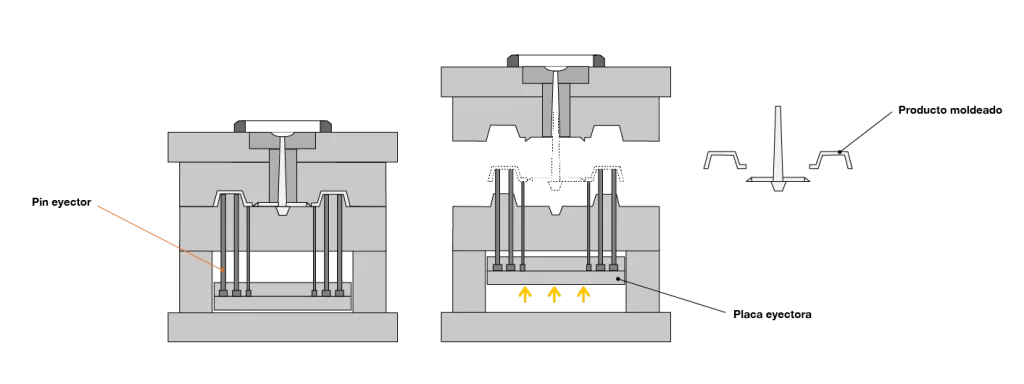
4. Expulsión
El proceso de expulsión de una pieza de un molde consiste en abrir el molde y liberar el producto moldeado una vez que la pieza se ha enfriado. Esta etapa esta constituida por una placa eyectora y un pin eyector. El producto moldeada se empuja fuera de la máquina utilizando el pin eyector y se mantiene en su lugar por la placa eyectora durante este proceso.
Pines Eyectores
Los pines eyectores son la pieza más común para un molde, se utilizan para expulsar o empujar la pieza de plástico del molde.
Los pines eyectores configurables de MISUMI son fabricados a partir de un pin base (blank).
- Variación del pin eyector con punta redonda
- Diferentes estilos de montaje
- Material
- Tratamientos superficiales
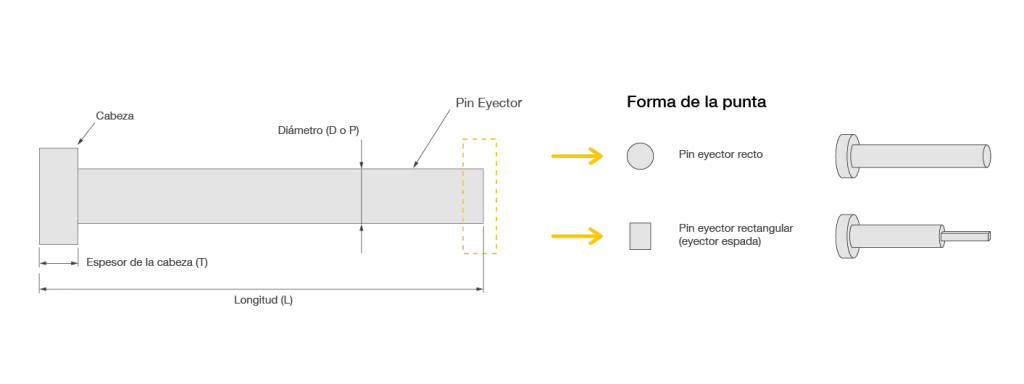
Variación del pin eyector con punta redonda
MISUMI ofrece diferentes tipos de pines eyectores, cada uno con una alta configurabilidad, te compartimos los más comúnes:
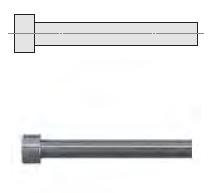
Recto
(Estándar)
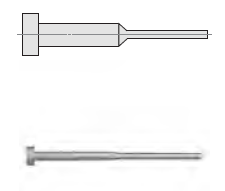
Escalonado
(Para puntos más pequeñas)
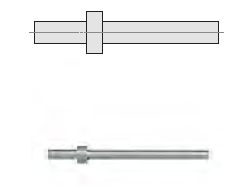
Posición de Brida Libre
(Para un tiempo de eyección controlado)
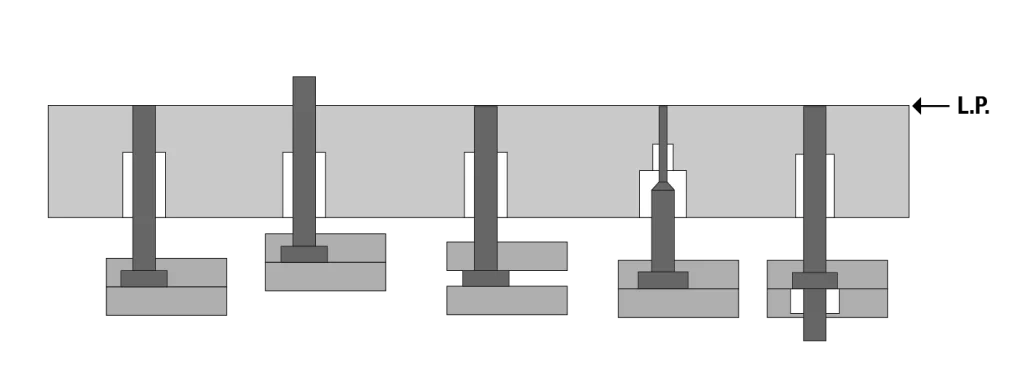
Estilos de montaje para pines eyectores (fijos a la placa eyectora)
Tener diferentes estilos de montaje para los pines eyectores es común, en su mayoría la cabeza se fija a la placa eyectora, como se muestra a continuación:
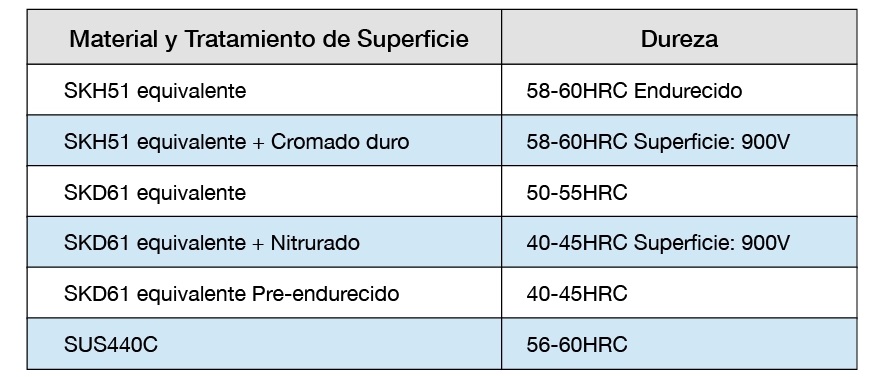
Materiales
MISUMI ofrece tratamientos superficiales para mejorar la dureza y la resistencia al desgaste de un pin. Nuestros pines eyectores se fabrican con distintos tipos de acero.
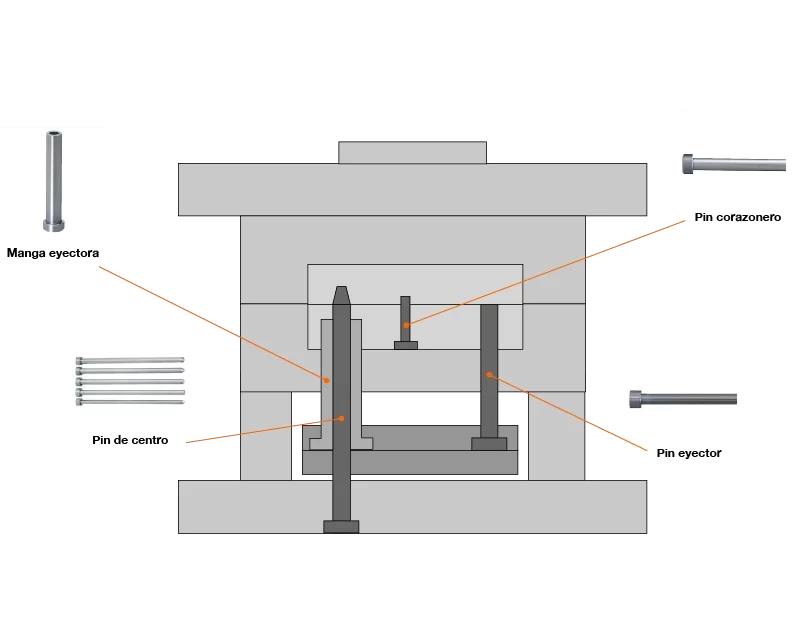
Pines para formar/moldear
MISUMI ofrece pines que ayudan a conformar el proceso de moldeado.
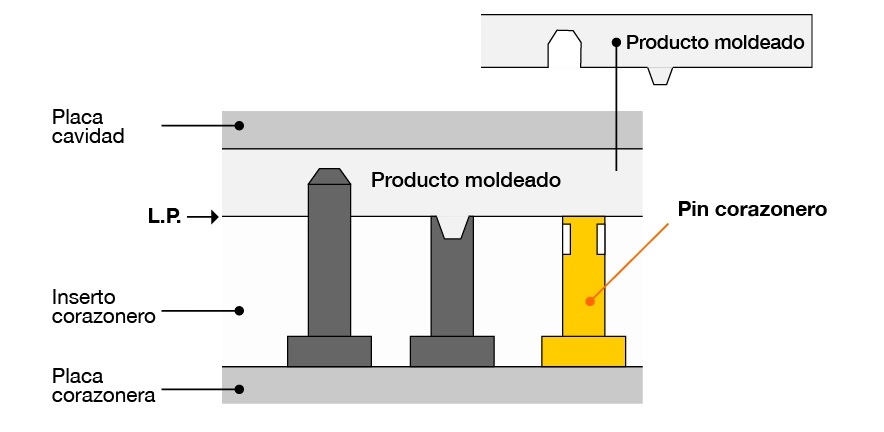
Pines corazoneros
Se utilizan para formar/moldear en el molde en lugar de expulsar la pieza.
- Menor en longitud
- Forma de punta adicional
- Con ventilación de gas
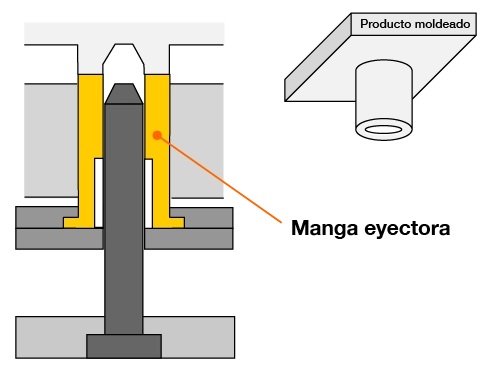
Mangas eyectoras
Se utilizan para expulsar la pieza moldeada en conjunto con un pin de centro.
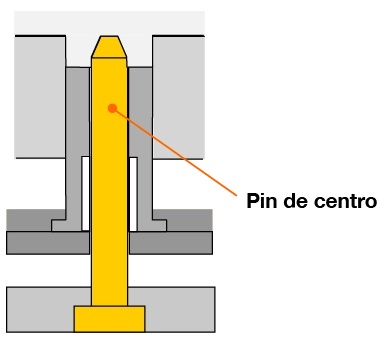
Pines de centro
Componente central de la manga eyectora para formar una pieza que sobresale.
¿Cómo elegir?
Para expulsión de piezas moldeadas:
- Pin eyector
- Manga Eyectora
Para dar forma a la pieza moldeada:
- Pin corazonero
- Pin de centro
- Manga Eyectora
Soporte Técnico
Tel: +52 442 672 7661 Ext. 2, esperar y luego marcar 4
E-mail: soportetecnico@misumimex.com
Lun.-Vie. 8 a.m. – 6 p.m.