Because it produces products quickly and with exceptional uniformity, Injection Molding is one of the most significant processes for producing thermoplastics in large quantities.
MISUMI offers excellent design flexibility. You can customize mold parts according to your design specifications by using our online store.
Injection Molding
Injection molding is a process that involves taking plastic resin, melting it into a formed shape, taking that shape, cooling it down, and then demolding the item.
Common plastic molded components include:
- Automotive components (body panels, instrument panels, seat backs, load floors, engine components and interior components)
- Consumer electronics (headphones, appliances, printers, computers, phone case and a lot of components inside a phone)
MISUMI offers components for the mold, which in turn goes into the injection machine.
Mold
A mold, which houses the mold cavity and associated supporting components like ejector pins, is an essential part that fits within the injection machine. Here you can see an example of a mold base:
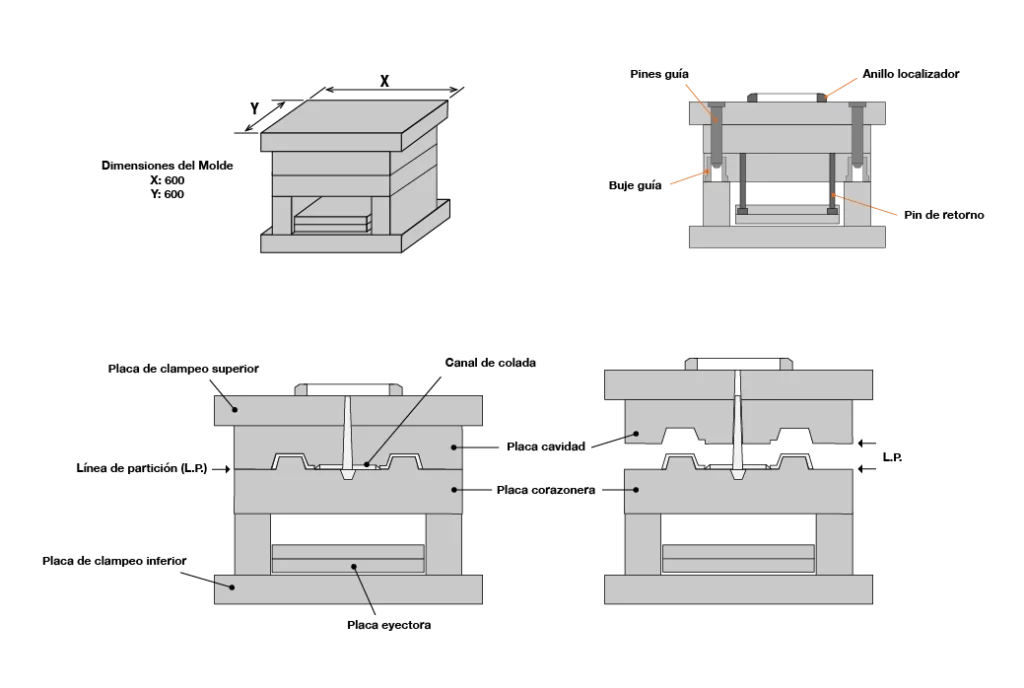

Ejector Pins

Locating Rings

Leader Components,
Components for Ejector Space

Components of Runner

Sprue Bushings
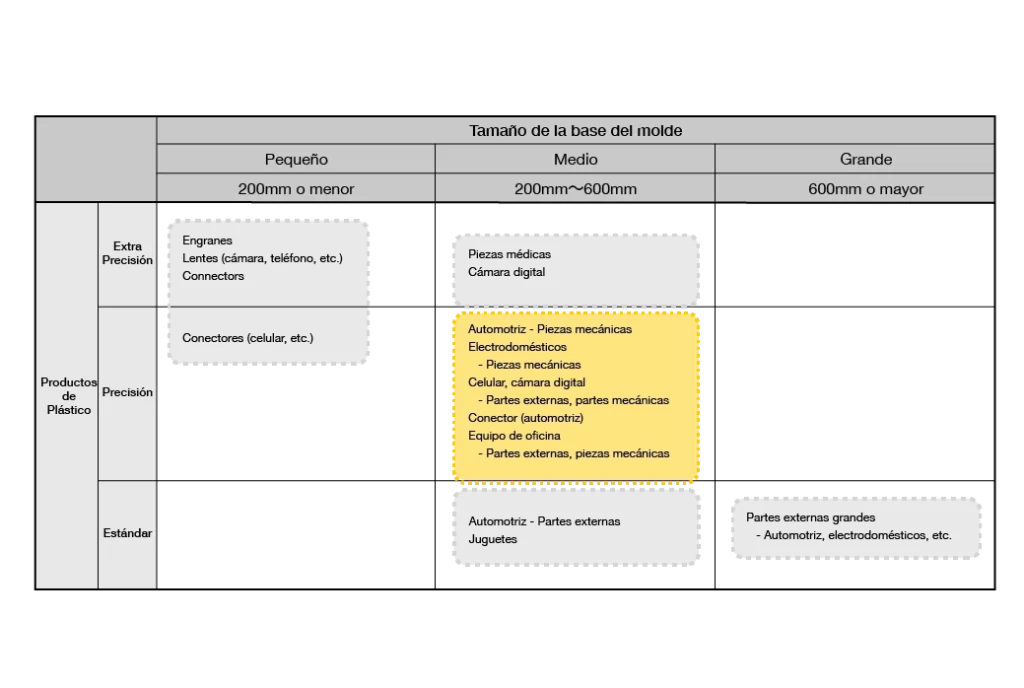
Mold Base Size and Precision of Plastic Products
MISUMI focus on the medium size range and the medium precision range.
Typical Tooling Process

MISUMI integrates into the process by
supplying either the pins and bushings to the
base mold manufacturer, as well as other
plastic and injection molding components that you can find in our online store.
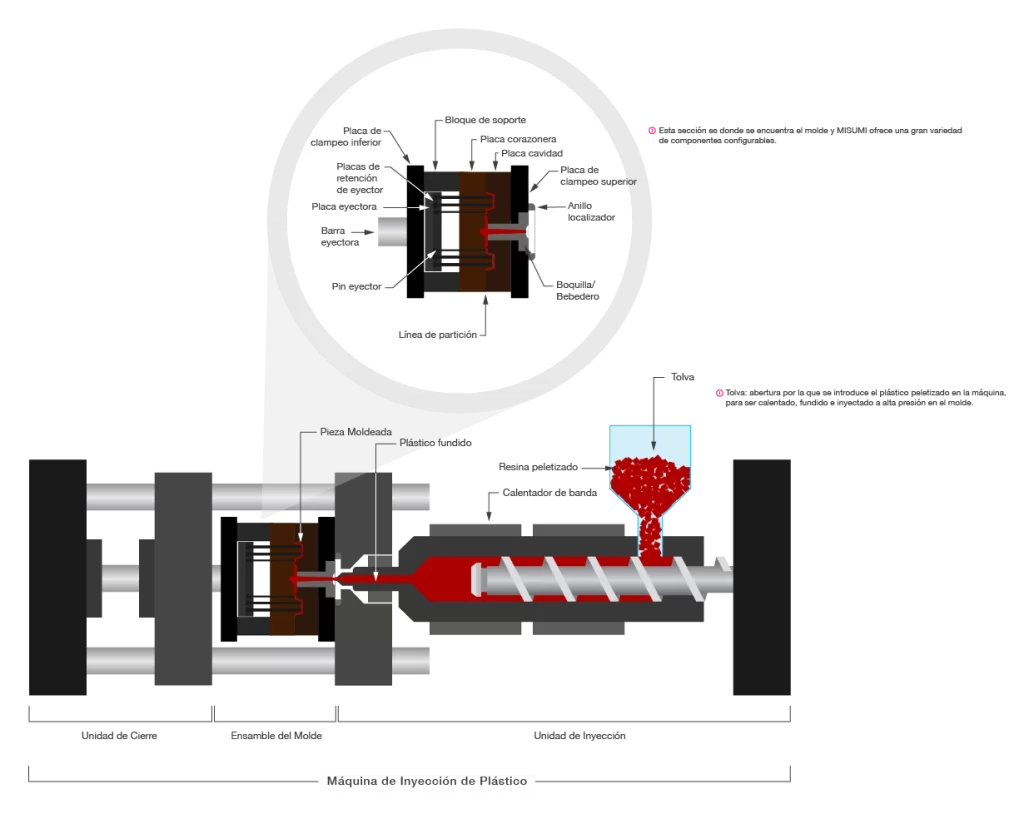
Mold Components
The choice of material and part complexity can affect the plastic part’s production cycle. A typical injection molding machine’s cross-section and a detailed view of the mold assembly are shown here:
MISUMI also offers solutions for the maintenance of your injection molding machines:

Purging Agent

Handy Tool

Magnet for Hopper

Screw Remover

Screw Maintenance
Components
Injection Molding Process
1. Clamping
The clamping unit holds the mold in place throughout the injection process by keeping it closed against the injection pressure that forces the plastic into the closed mold. A tight clamp is essential to this operation because it holds the mold in place while the injection is being made. If not, the high pressure injection may push the mold open, causing molten plastic to escape the mold and produce a part of low quality.
During the injection process, parting locks are utilized to retain the mold along the parting line. If separating locks are not used, molding flaws include “flashing,” or thin plastic edges adhering to the molded plastic components.

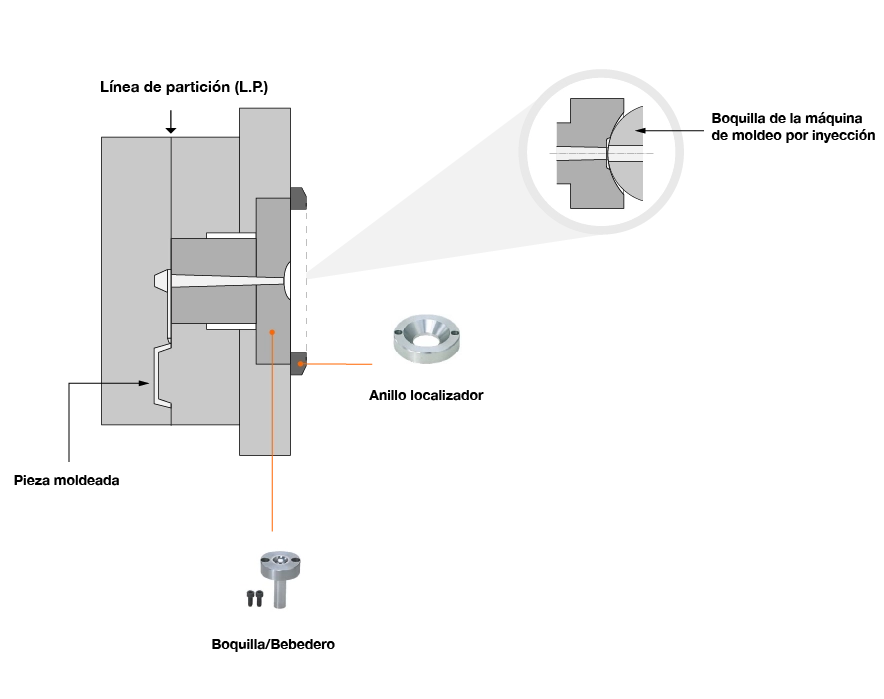
2. Injection
The injection unit is responsible for melting and injecting the plastic into the mold. It consists of a sprue bushing and a locating ring. A sprue bushing is the gateway between the injection molding machine and the mold. The melted resin flows from the injection molding machine to the mold through the sprue area; it is a required component of all molds. Sprue bushings from MISUMI come in a variety of configurations (with more material options based on the type of resin).
The locating ring is a crucial component in injection molding and is used to align the sprue bore, which is usually in the center of the sprue bushing. MISUMI offers several models with great design flexibility, configure now your locating rings.
3. Cooling
The cooling stage is the process of cooling the mold after injection so that the part can solidify and then be ejected from the mold. The type of cooling plugs to use depends on the temperature of the mold.
For the cooling stage, MISUMI provides a wide range of couplers, one-touch joints, cooling joints, plugs, and other components.

Sockets

Plugs

Joints

Hose, Tube

Cooling Joint Plugs
4. Ejection
The process of ejecting a part from a mold involves opening the mold and releasing the molded product once the part has cooled. An ejector plate and an ejector pin constitute this stage. The mold is pushed out of the
machine using the ejector pin, and it is held in place by the ejector plate during this process.
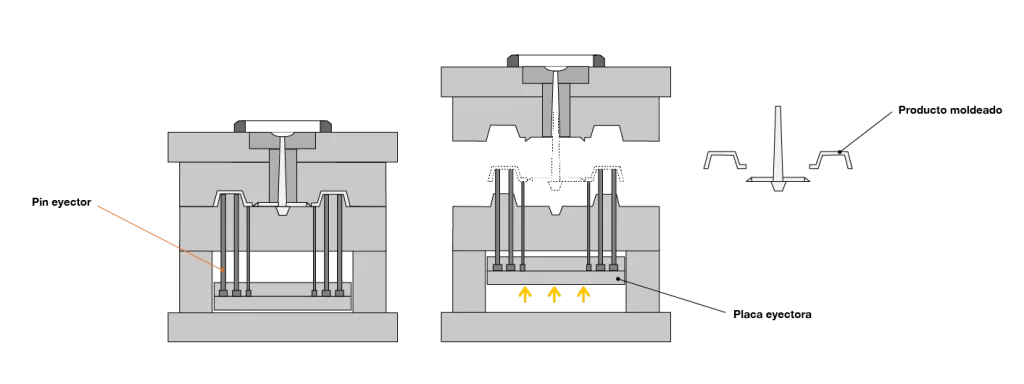
Pines Eyectores
Los pines eyectores son la pieza más común para un molde, se utilizan para expulsar o empujar la pieza de plástico del molde.
Los pines eyectores configurables de MISUMI son fabricados a partir de un pin base (blank).
- Variación del pin eyector con punta redonda
- Diferentes estilos de montaje
- Material
- Tratamientos superficiales
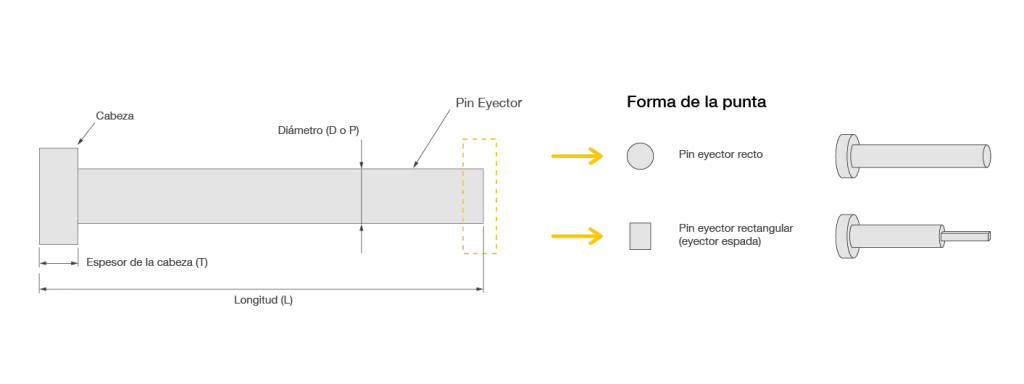
Variación del pin eyector con punta redonda
MISUMI ofrece diferentes tipos de pines eyectores, cada uno con una alta configurabilidad, te compartimos los más comúnes:
Recto
(Estándar)
Escalonado
(Para puntos más pequeñas)
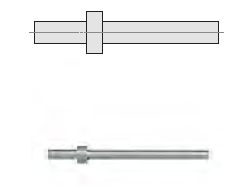
Posición de Brida Libre
(Para un tiempo de eyección controlado)
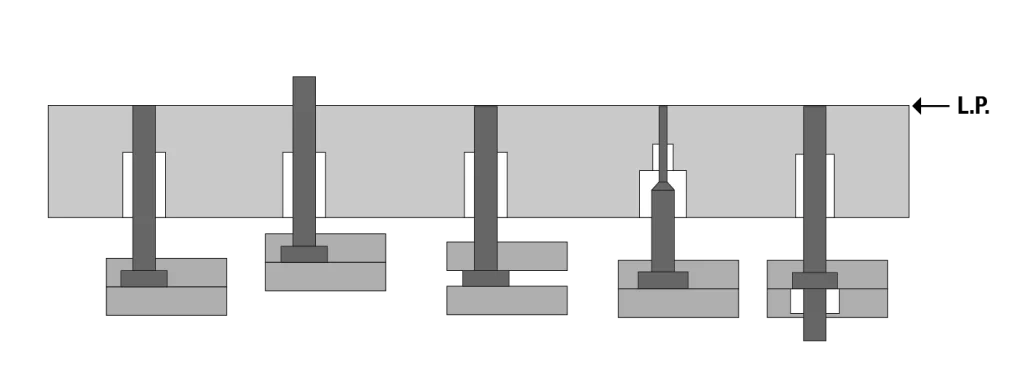
Estilos de montaje para pines eyectores (fijos a la placa eyectora)
Tener diferentes estilos de montaje para los pines eyectores es común, en su mayoría la cabeza se fija a la placa eyectora, como se muestra a continuación:
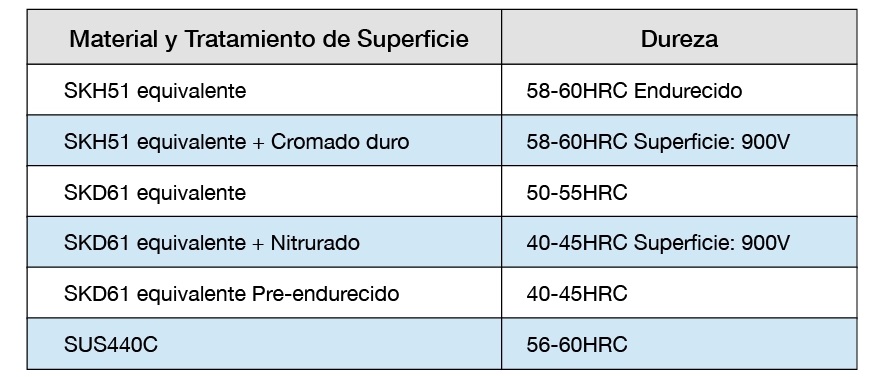
Materiales
MISUMI ofrece tratamientos superficiales para mejorar la dureza y la resistencia al desgaste de un pin. Nuestros pines eyectores se fabrican con distintos tipos de acero.
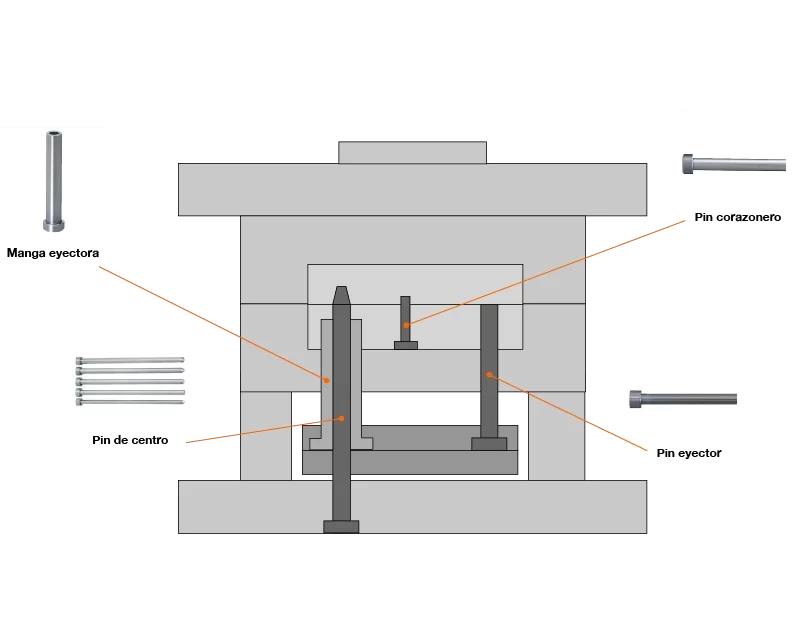
Pines para formar/moldear
MISUMI ofrece pines que ayudan a conformar el proceso de moldeado.
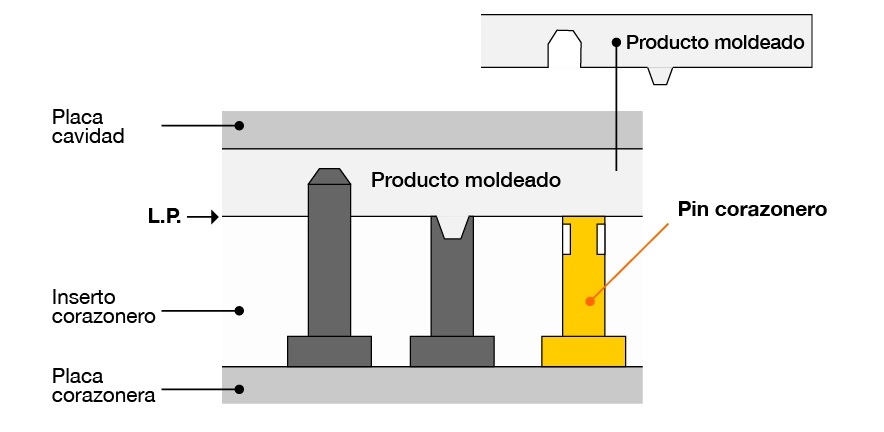
Pines corazoneros
Se utilizan para formar/moldear en el molde en lugar de expulsar la pieza.
- Menor en longitud
- Forma de punta adicional
- Con ventilación de gas
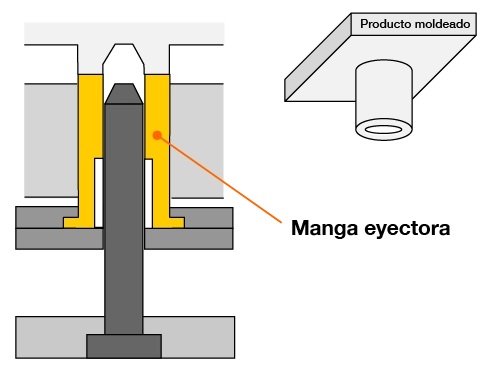
Mangas eyectoras
Se utilizan para expulsar la pieza moldeada en conjunto con un pin de centro.
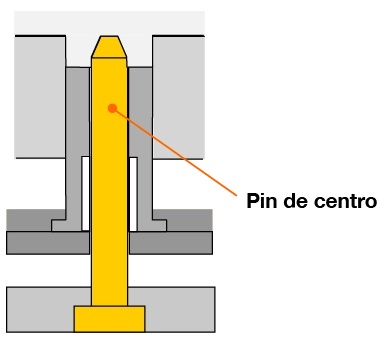
Pines de centro
Componente central de la manga eyectora para formar una pieza que sobresale.
¿Cómo elegir?
Para expulsión de piezas moldeadas:
- Pin eyector
- Manga Eyectora
Para dar forma a la pieza moldeada:
- Pin corazonero
- Pin de centro
- Manga Eyectora
Soporte Técnico
Tel: +52 442 672 7661 Ext. 2, esperar y luego marcar 4
E-mail: soportetecnico@misumimex.com
Lun.-Vie. 8 a.m. – 6 p.m.